
Klicken Sie hier, um direkt zum Spickzettel zu gelangen.
Diese Seite enthält Richtlinien für den 3D-Großformatdruck. Das bedeutet, dass diese Abmessungen und Versätze im Allgemeinen funktionieren. Bei unterschiedlichen Materialien, Geometrien oder Druckstrategien können die richtigen Einstellungen/Versätze von den auf dieser Seite genannten abweichen.
Wie wird die Schichtbreite bestimmt?
Der erste Schritt im Designprozess ist die Bestimmung der Schichtbreite. Manchmal ist die Schichtbreite nicht sehr kritisch, aber oft ist sie es. Es können folgende Szenarien auftreten:
- Sie benötigen an einer Stelle in Ihrem Design eine bestimmte Dicke
- Wenn Sie an einer Stelle eine Wandstärke von 12 mm benötigen, ist dies ein entscheidender Faktor für die Schichtbreite. Je nach Geometrie (und der Möglichkeit, einen durchgehenden Pfad zu erstellen) benötigen Sie an dieser Stelle möglicherweise eine oder zwei Raupen. Wenn Sie zwei Raupen benötigen, berechnen Sie die Dicke der einzelnen Raupe mithilfe der Hinweise im Abschnitt „Wie stark sollten sich zwei Raupen überlappen“.
- Sie müssen das Teil nach dem Drucken nachbearbeiten (fräsen)
- Normalerweise sollte ein Abfräsen von 5 mm ausreichen, um die Schichtlinien zu entfernen und eine glatte Oberfläche zu erhalten. Wenn Sie eine Wand erhalten möchten, die noch stabil genug ist, stellen Sie sicher, dass Sie 10 mm Material stehen lassen. Das bedeutet, dass eine Gesamtdicke von 15 mm erforderlich ist.
- Wenn Sie eine andere Dicke benötigen oder mehr (oder weniger) abfräsen möchten, können Sie die Schichtbreite für das Fräsen mit der folgenden Formel berechnen:
Schichtbreite (LW) = erforderliche Dicke nach dem Fräsen - abzutragende Dicke
Hinweis: Bitte beachten Sie, dass Sie beim Schneiden mit einem 45-Grad-Schneidwinkel in der Regel einen Faktor der Quadratwurzel von 2 mit der Dicke und Breite anwenden müssen.
Wie bestimmt man den zu verwendenden Düsendurchmesser?
Die Wahl der richtigen Düse ist für eine gute Qualität entscheidend. Lesen Sie diesen Artikel über die Auswahl der Düsengröße, wenn Sie erfahren möchten, welche Düse Sie für welche Raupendimension benötigen:
Wie wählt man die richtige Düsengröße aus?
Wie bestimmt man die Schichthöhe?
 Für die Schichthöhe gelten weniger strenge Regeln und Richtlinien. Schichthöhen zwischen 2 und 5 mm sollten im Allgemeinen für die meisten Schichtbreiten geeignet sein, solange die Schichthöhe nicht mehr als 50 % der Schichtbreite beträgt (eine Schichthöhe von 4 mm funktioniert also nicht bei einer Schichtbreite von 6 mm).
Für die Schichthöhe gelten weniger strenge Regeln und Richtlinien. Schichthöhen zwischen 2 und 5 mm sollten im Allgemeinen für die meisten Schichtbreiten geeignet sein, solange die Schichthöhe nicht mehr als 50 % der Schichtbreite beträgt (eine Schichthöhe von 4 mm funktioniert also nicht bei einer Schichtbreite von 6 mm).
Einige Materiallieferanten empfehlen als allgemeine Richtlinie ein Verhältnis von 1:4 zwischen Schichthöhe und Schichtbreite (eine Schichtbreite von 6 mm würde also optimal mit einer Schichthöhe von 1,5 mm funktionieren).
Bei größeren Schichtbreiten funktioniert ein Verhältnis zwischen 1:4 und 1:8 im Allgemeinen besser und bei kleineren Schichtbreiten ein Verhältnis zwischen 1:2 und 1:4 im Allgemeinen besser.

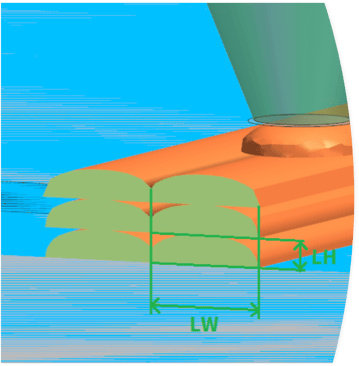
(links) Detailliert: 1xLW = 8xLH; (Mitte) Normal: 1xLW = 4xLH; (rechts) Grob: 1xLW = 2xLH
Wenn Ihre Schichthöhe zu klein ist, wird zu viel Material aus der Düse gedrückt, um es abzuscheiden. In diesem Fall sehen Sie in Ihrer Perle ein charakteristisches „Faltenmuster“ wie in der folgenden Abbildung.

Wie muss ich scharfe Ecken gestalten?
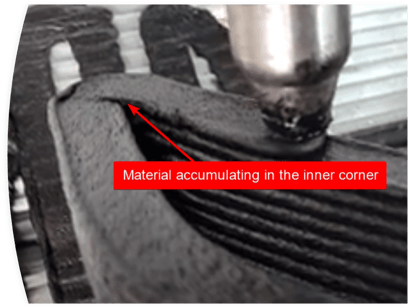 Wenn die Innenecken zu spitz sind, kann sich dort Material ansammeln, was einen Schneeballeffekt auslösen kann, der zu unerwünschten Fehlern in Ihrem Druck oder im schlimmsten Fall zu einem Druckfehler führt.
Wenn die Innenecken zu spitz sind, kann sich dort Material ansammeln, was einen Schneeballeffekt auslösen kann, der zu unerwünschten Fehlern in Ihrem Druck oder im schlimmsten Fall zu einem Druckfehler führt.
Im Allgemeinen sollten Sie für Innenradien einen minimalen Radius von 50 % der Schichtbreite einhalten.
Minimaler Innenradius (IR) = 50 % x Schichtbreite (LW)
Im Allgemeinen sollte für Außenradien ein minimaler Radius von 150 % der Schichtbreite eingehalten werden.
Minimaler Außenradius (OR) = 150 % x Schichtbreite (LW)

Wie stark sollten sich zwei Perlen überlappen?
Bei den meisten Designs müssen sich die Perlen berühren oder überlappen. Entweder, um mehr Festigkeit zu erreichen, mehr Material zum Abfräsen zu haben oder um einen kontinuierlichen Werkzeugweg entwerfen zu können.
In der Entwurfsphase ist es wichtig, sicherzustellen, dass sich die Perlen wie im folgenden Beispiel überlappen.
Überlappung
Bei Tests wurde festgestellt, dass Perlen die optimale Haftung im Vergleich zur Festigkeit aufweisen, wenn sie sich zwischen 5 und 10 % der Schichtbreite überlappen. Im Allgemeinen sollte eine Überlappung von 7,5 % ausreichen.
Überlappung (OL) = 7,5 % x Schichtbreite (+/- 33 %)
Entwurfsversatz
Im folgenden Beispiel einer Haltevorrichtung wurde eine Schichtbreite von 12 mm verwendet. Das Teil muss anschließend nicht gefräst werden und es wurde berechnet, dass 12 mm ausreichen, wenn das Teil einen massiven Mittelteil hat, an dem die beiden Sicken aufeinandertreffen.
Bei der Konstruktion wurde eine geschlossene Geometrie entworfen und die Außenwände, an denen die Sicken aufeinandertreffen sollten (siehe Abbildung unten), wurden mit einem Versatz von zweimal der Schichtbreite minus 7,5 % Überlappung versehen.
Design-Offset (DO) = 2 x Schichtbreite (LW) - Überlappung (OL)

Bestimmen Sie die Schichtbreite aufgrund einer festen Breite in Ihrem Entwurf
Wenn Ihre Schichtbreite aufgrund einer bestimmten Eigenschaft, die eine bestimmte Dicke erfordert, begrenzt ist und Sie an dieser Stelle eine doppelte Raupe benötigen, können Sie Ihre Schichtbreite anhand der folgenden Formel bestimmen. Verwenden Sie die anderen Schichtbreiten aus diesem Artikel, um die optimale Höhe und den inneren/äußeren Mindestradius zu bestimmen.
Schichtbreite = Erforderliche Dicke 2 Raupen (DO) / (2 - 0,075*)
* Wenn Sie mehr oder weniger Überlappung benötigen, können Sie diese Zahl von 0,05 bis 0,1 anpassen.
Spickzettel – Design-Offsets und Schichtgeometrie
Alle Abmessungen in der folgenden Tabelle sind in mm angegeben. Es werden alle Durchschnittswerte angezeigt.
Die Schichthöhe kann von einem Faktor 0,5 bis zu einem Faktor 2 angepasst werden.
Der Design-Offset kann +/- 1,3 % vom angezeigten Wert abweichen
Die Überlappung kann +/- 33 % vom angezeigten Wert abweichen.
| 3,0 | 0,8 | 5,8 | 0,2 | 1,5 | 4,5 |
| 4,0 | 1,0 | 7,7 | 0,3 | 2,0 | 6,0 |
| 5,0 | 1,3 | 9,6 | 0,4 | 2,5 | 7,5 |
| 6,0 | 1,5 | 11,6 | 0,5 | 3,0 | 9,0 |
| 7,0 | 1,8 | 13,5 | 0,5 | 3,5 | 10,5 |
| 8,0 | 2,0 | 15,4 | 0,6 | 4,0 | 12,0 |
| 9,0 | 2,3 | 17,3 | 0,7 | 4,5 | 13,5 |
| 10,0 | 2,5 | 19,3 | 0,8 | 5,0 | 15,0 |
| 11,0 | 2,8 | 21,2 | 0,8 | 5,5 | 16,5 |
| 12,0 | 3,0 | 23,1 | 0,9 | 6,0 | 18,0 |
| 13,0 | 3,3 | 25,0 | 1,0 | 6,5 | 19,5 |
| 14,0 | 3,5 | 27,0 | 1,1 | 7,0 | 21,0 |
| 15,0 | 3,8 | 28,9 | 1,1 | 7,5 | 22,5 |
| 16,0 | 4,0 | 30,8 | 1,2 | 8,0 | 24,0 |
| 17,0 | 4,3 | 32,7 | 1,3 | 8,5 | 25,5 |
| 18,0 | 4,5 | 34,7 | 1,4 | 9,0 | 27,0 |
| 19,0 | 4,8 | 36,6 | 1,4 | 9,5 | 28,5 |
| 20,0 | 5,0 | 38,5 | 1,5 | 10,0 | 30,0 |
| 21,0 | 5,3 | 40,4 | 1,6 | 10,5 | 31,5 |
| 22,0 | 5,5 | 42,4 | 1,7 | 11,0 | 33,0 |
| 23,0 | 5,8 | 44,3 | 1,7 | 11,5 | 34,5 |
| 24,0 | 6,0 | 46,2 | 1,8 | 12,0 | 36,0 |
| 25,0 | 6,3 | 48,1 | 1,9 | 12,5 | 37,5 |
| 26,0 | 6,5 | 50,1 | 2,0 | 13,0 | 39,0 |
| 27,0 | 6,8 | 52,0 | 2,0 | 13,5 | 40,5 |
| 28,0 | 7,0 | 53,9 | 2,1 | 14,0 | 42,0 |
| 29,0 | 7,3 | 55,8 | 2,2 | 14,5 | 43,5 |
| 30,0 | 7,5 | 57,8 | 2,3 | 15,0 | 45,0 |